

لنزهای با فاصله کانونی ثابت
۱۴۰۵-۰۲-۲۶
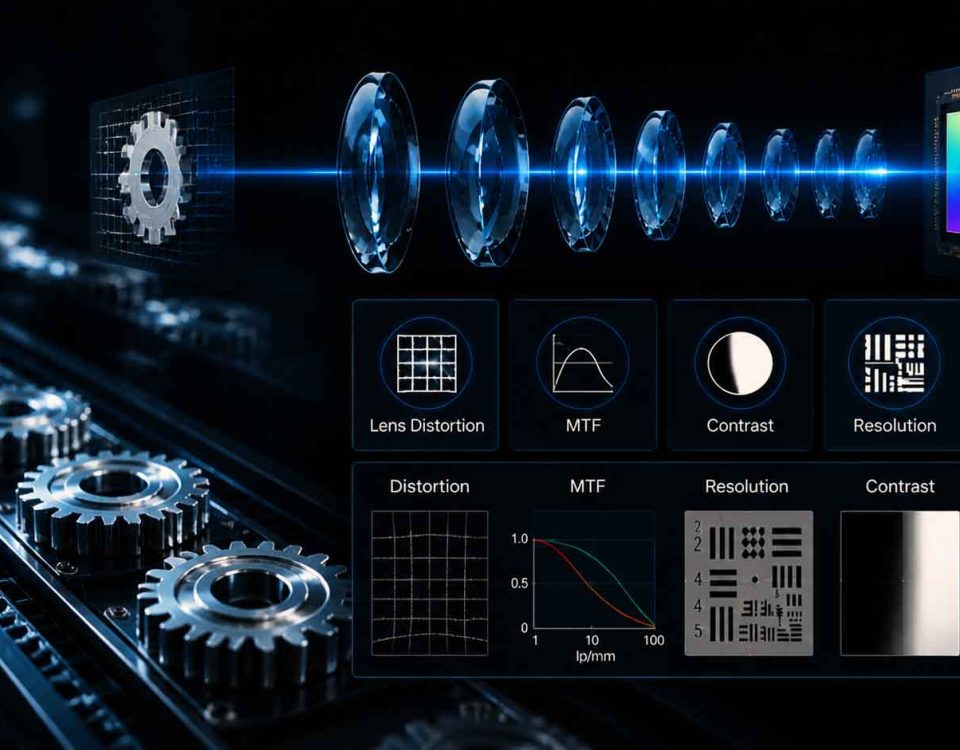
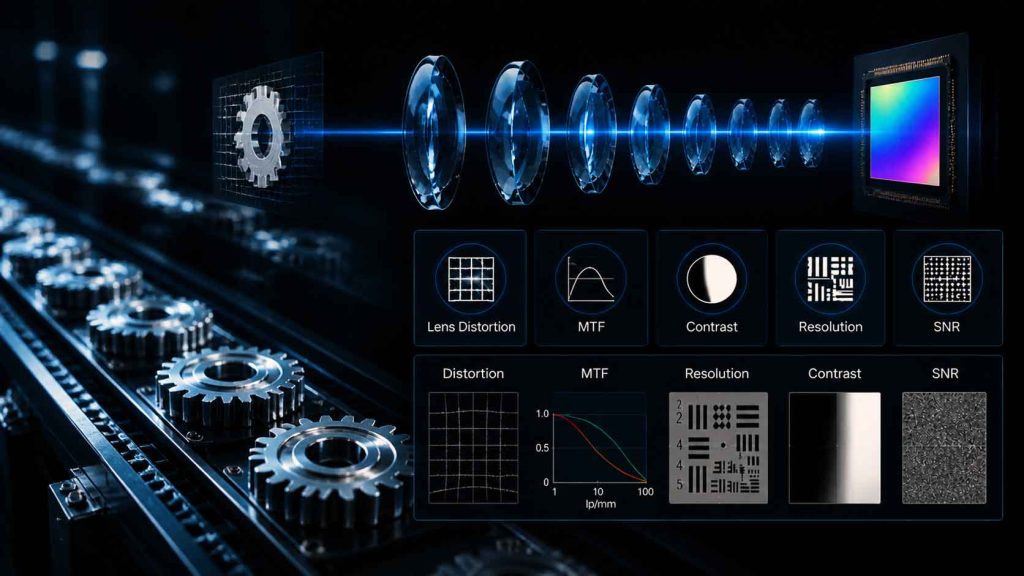
کیفیت تصویر | بررسی جامع انحرافات لنز، کنتراست و قدرت تفکیک
۱۴۰۵-۰۳-۱۶
فهرست محتوا
Toggleدوربین صنعتی تحت شبکه | بررسی تخصصی، کاربردها و معیارهای انتخاب
دوربین صنعتی تحت شبکه چیست؟
دوربین صنعتی تحت شبکه (Industrial Network Camera / Industrial IP Camera) نوعی دوربین هوشمند باقابلیت انتقال داده از طریق شبکه (LAN/WAN) است که برای محیطهای صنعتی، خطوط تولید، نظارت پیشرفته، پردازش تصویر و اتوماسیون صنعتی طراحی شدهاند. این دوربینها برخلاف دوربینهای نظارتی معمولی، دارای تحمل شرایط سختگیرانه صنعتی، دقت اپتیکی بالا و قابلیتهای پردازشی قدرتمند هستند.
در صنایع امروزی که «اتوماسیون»، «هوش مصنوعی» و «تحلیل تصویر» نقش حیاتی دارند؛ استفاده از دوربینهای صنعتی تحت شبکه، بهعنوان یکی از اصلیترین اجزای سیستمهای بینایی ماشین (Machine Vision) و کنترل کیفیت (QC) ضروری شده است.
ویژگیهای اصلی
در ادامه مهمترین قابلیتهایی که یک دوربین صنعتی شبکهای را از دوربینهای معمولی متمایز میکند، توضیح داده شده است.
۱. سنسور باکیفیت بالا و با دقت صنعتی
این دوربینها از سنسورهای CMOS/CCD با رزولوشنهای 0.3 مگاپیکسل تا بیش از 65 مگاپیکسل استفاده میکنند.
ویژگیها:
- نرخ فریم بالا (تا 900FPS)
- حساسیت نوری عالی
- کاهش نویز
- پشتیبانی از Global Shutter برای جلوگیری از تاری در خطوط تولید سریع
۲. اتصال شبکه پایدار
بهصورت استاندارد از موارد زیر پشتیبانی میکنند:
- Ethernet 1Gb/10Gb
- PoE برای تغذیه از طریق کابل شبکه
این موضوع باعث میشود امکان انتقال سریع دادهها و کنترل از طریق نرمافزارهای صنعتی فراهم شود.
۳. بدنه مقاوم برای محیطهای صنعتی
طراحی این دوربینها معمولاً با استانداردهای حفاظتی است:
- IP66 / IP67 ضد گردوغبار و رطوبت (توسط هازینگ مناسب)
- مقاومت دمایی از °۴۰- تا °۷۰+
- لرزشپذیری بالا
برای محیطهای کارخانهای، پتروشیمی، معادن و صنایع فولاد ضروری است.
۴. پردازش تصویر پیشرفته
بسیاری از مدلها دارای پردازنده داخلی (Edge AI) هستند و از فناوریهایی مانند:
- تشخیص اشیا
- تشخیص خطا
- OCR
- شمارش قطعات
- ردیابی حرکت
- تحلیل الگو و رنگ
استفاده میکنند. این قابلیتها باعث کاهش فشار روی سرور مرکزی و هزینههای پردازشی میشوند.
کاربردهای دوربین صنعتی تحت شبکه
این دوربینها در طیف وسیعی از صنایع به کار میروند.
۱. کنترل کیفیت (QC) و بازرسی محصولات
تشخیص عیوب:
- خطوخش
- نقص رنگ
- بدشکل بودن
- اندازهگیری دقیق ابعاد
به کمک الگوریتمهای بینایی ماشین انجام میشود.
۲. نظارت صنعتی و امنیت
برای نظارت زنده خطوط تولید، انبارها و محیطهای حساس امنیتی استفاده میشوند.
۳. رباتیک و اتوماسیون
در رباتها برای:
- تعیین موقعیت شیء
- راهنمایی بازوی ربات
- مونتاژ دقیق
به کار میروند.
۴. صنایع نظامی، پزشکی و آزمایشگاهی
به دلیل دقت بالای اپتیک و پردازش، در سیستمهای استراتژیک و حساس کاربرد دارند.


دوربین Area Scan تحت شبکه از برند ZDS
مقایسه دوربین صنعتی تحت شبکه با دوربین آنالوگ
آنالوگ:
- کیفیت پایین
- نیاز به کابلکشی زیاد
- بدون قدرت پردازش
تحت شبکه:
- کیفیت بالا
- قابلیت یکپارچه شدن با نرمافزارها
- نصب و نگهداری آسان
مزایای دوربین صنعتی تحت شبکه
- کیفیت تصویر بسیار بالا
- نصب آسان از طریق کابل شبکه
- قابلیت یکپارچگی با سیستمهای صنعتی
- امکان پردازش همزمان روی تصویر
- هزینه نگهداری پایینتر نسبت به سیستمهای آنالوگ
- مقیاسپذیری بالا برای پروژههای بزرگ
چگونه دوربینهای صنعتی تحت شبکه، کیفیت تولید و کنترل امنیت در کارخانهها را متحول میکنند؟
دوربینهای صنعتی تحت شبکه با امکانات پیشرفته پردازش تصویر نقش کلیدی در کاهش خطای انسانی، کنترل کیفیت قطعات و نظارت بر محیطهای حساس ایفا میکنند. این فناوریها نهتنها امنیت فضاهای کاری را تضمین مینمایند؛ بلکه فرایندهای تولید را سریعتر و دقیقتر میکنند. در این مقاله، روشهای استفاده از این دوربینها برای ارتقای سطح کنترل کیفیت و امنیت صنعتی را بررسی و بهترین راهکارهای هوشمندسازی را برای کارخانههای خود کشف کنید.
فراتر از صرفِ نظارت، دوربینهای صنعتی تحت شبکه به چشمانی هوشمند در قلب کارخانه تبدیل شدهاند. تصور کنید خط تولیدی که در آن، هر قطعه پیش از ورود به مرحله بعد، با دقتی میکروسکوپی توسط الگوریتمهای بینایی ماشین بررسی میشود؛ کیفیتی که با چشم انسان قابلدستیابی نیست. اینجاست که قابلیتهای آنلاین AI دوربینها وارد میدان میشوند:
- تشخیص زودهنگام عیوب: از ترکهای ریز و ناهمواریهای سطحی گرفته تا ناهمرنگی در رنگ یا ابعاد، این دوربینها قادرند کوچکترین ناهنجاریها را در لحظه شناسایی کنند. این امر نهتنها از تولید محصولات معیوب جلوگیری میکند، بلکه هزینههای ناشی از ضایعات و دوباره کاری را به شکل چشمگیری کاهش میدهد.
- افزایش سرعت و دقت تولید: با توانایی پردازش تصاویر با سرعت بالا (FPS بالا) و تحلیل آنی دادهها، این دوربینها امکان اتوماسیون کامل فرایندهای کنترلی را فراهم میسازند. رباتها و بازوهای صنعتی میتوانند با راهنمایی دقیق این دوربینها، قطعات را بادقت بیشتری جابهجا کنند، مونتاژ کنند و یا بستهبندی نمایند.
- بهبود امنیت محیطی: در محیطهای صنعتی که ممکن است خطرات پنهانی وجود داشته باشد (مانند نشت مواد، افزایش دما، یا ورود غیرمجاز)، این دوربینها باقابلیت تحلیل تصویر در زمان واقعی، میتوانند هشدارهای فوری صادر کنند. این امر به مدیران اجازه میدهد تا پیش از وقوع حوادث جدی، اقدامات پیشگیرانه را انجام دهند و ایمنی پرسنل و تجهیزات را تضمین نمایند.
به بیان دیگر، سرمایهگذاری در دوربینهای صنعتی تحت شبکه، سرمایهگذاری بر روی افزایش بهرهوری، کاهش هزینهها و ارتقای سطح کیفی و ایمنی است. این فناوریها دیگر یک گزینه لوکس محسوب نمیشوند، بلکه به ابزاری ضروری برای بقا و رشد در بازار رقابتی امروز تبدیل شدهاند. در بخش بعدی، به بررسی عمیقتر معیارهای انتخاب و پیادهسازی موفق این سیستمها خواهیم پرداخت.
تحلیل بازار جهانی دوربین صنعتی
بازار جهانی دوربینهای صنعتی در سال ۲۰۲۵، ۱.۹۷ میلیارد دلار بوده و پیشبینی میشود تا سال ۲۰۳۵ با نرخ رشد سالانه ۷.۸٪ به ۴.۱۷ میلیارد دلار برسد. همچنین بازار کلی دوربینهای تحت شبکه (شامل نظارتی) از ۱۳.۷۹ میلیارد دلار در سال ۲۰۲۵ به ۵۱.۲۳ میلیارد دلار تا سال ۲۰۳۴ خواهد رسید.
بر اساس آخرین آمارهای صنعتی:
- ۶۵٪ از تأسیسات تولیدی از سیستمهای بازرسی خودکار استفاده میکنند
- ۸۰٪ دوربینهای ارسالی در سال ۲۰۲۴ دارای قابلیتهای تحلیلی بودند
۴۲٪ از سازمانها از ویدئو برای کارایی عملیاتی فراتر از امنیت استفاده میکنند
نکات مهم هنگام انتخاب دوربین صنعتی شبکهای
برای انتخاب مناسب باید معیارهای زیر بررسی شود:
۱. نوع سنسور (CMOS یا CCD)
- CCD: دقت بالا، قیمت بیشتر، مناسب محیطهای آزمایشگاهی
- CMOS: سرعت بیشتر، مصرف انرژی پایین، مناسب خطوط تولید سریع
۲. رزولوشن و نرخ فریم
برای خطوط تولید سریع، رزولوشن بالا همراه با FPS زیاد ضروری است.
۳. لنز
انتخاب لنز صنعتی (C-Mount) متناسب بافاصله، زاویه دید و عمق میدان اهمیت دارد.
۴. استاندارد حفاظتی
برای محیطهای صنعتی حتماً دوربین با استاندارد IP66 یا بالاتر انتخاب کنید.
۵. امکانات AI
اگر نیاز به OCR، تشخیص اشیا یا ورود به حوزه Industry 4.0 دارید، مدلهای دارای Edge AI را انتخاب کنید.
دوربین تحت شبکه (IP)
- 📡 نوع سیگنالدیجیتال (IP Packet) — بستههای شبکه TCP/IP
- 🔌 کابل ارتباطیCat5e/Cat6 (PoE) یا Wi-Fi 6
- 📏 حداکثر فاصله۱۰۰ متر (قابل افزایش با فیبر نوری / سوئیچ)
- 🖼️ رزولوشن تصویر۲MP تا ۳۲MP ۴K / ۸MP
- ⚡ منبع تغذیهPoE (برق + داده) یا آداپتور ۱۲V
- 🧠 هوشمندیتحلیل هوشمند، تشخیص چهره، شمارش، هشدار AI
- 🔒 امنیترمزنگاری TLS، احراز هویت، HTTPS
- 📊 پهنای باندنیاز به شبکه مگابیتی
- 💰 هزینهمناسب برای پروژههای مدرن و مقیاسپذیر
دوربین آنالوگ
- 📡 نوع سیگنالآنالوگ HD (CVI/TVI/AHD) — سیگنال مدوله شده
- 🔌 کابل ارتباطیکواکسیال RG59/RG6 + کابل برق مجزا
- 📏 حداکثر فاصله۳۰۰ تا ۵۰۰ متر بدون تکرار کننده
- 🖼️ رزولوشن تصویرتا ۲MP (1080p) ۵MP محدود
- ⚡ منبع تغذیه۱۲V DC مجزا (منبع جداگانه)
- 🧠 هوشمندیمحدود (پردازش روی DVR، تشخیص حرکت ساده)
- 🔒 امنیتبدون رمزنگاری ذاتی، حفاظت فیزیکی
- 📊 پهنای باندنیازی به پهنای باند شبکه ندارد
- 💰 هزینهاقتصادی — ایدهآل برای پروژههای با بودجه محدود
دوربین صنعتی تحت شبکه
- 📡 اینترفیس / پروتکلGigE Vision، USB3.0، 10GigE، GenICam
- 🔌 کابل ارتباطی و فاصلهفیبر نوری >300 متر، GigE تا ۱۰۰ متر، بدون افت کیفیت
- 🖼️ رزولوشنArea Scan: 0.3MP to 65MP , Line Scan: 2K to 16K
- 📸 نرخ فریم (FPS)تا ۱۷۰ فریم بر ثانیه · نرخ انتقال ۱.۲GByte/s (10GigE)
- ⚡ منبع تغذیهPoE+ · USB 5V · ۹-۵۲V DC صنعتی · توان زیر ۳W
- 🛡️ استاندارد حفاظتیCE, FCC, RoHS · بدنه مقاوم · ضد لرزش و گرد و غبار
- 🌡️ شرایط عملیاتیمحدوده دمایی -۱۰℃ تا ۵۰℃ · مناسب خطوط تولید
- ⚙️ کاربرد ویژهبینایی ماشین، بازرسی صنعتی، کنترل کیفیت، خودرو، پزشکی
- 📊 پهنای باند و نرخ دادهبافر داخلی + انتقال مطمئن
- 💰 هزینه و ارزشقیمت رقابتی · بازدهی عالی برای پروژههای تخصصی صنعتی
جمعبندی
دوربین صنعتی تحت شبکه یکی از مهمترین ابزارهای بینایی ماشین و نظارت صنعتی است. این سیستمها علاوه بر انتقال پایدار تصویر، امکانات پردازش، دقت بالا و مقاومت فیزیکی را برای شرایط سخت صنعتی فراهم میکنند. انتخاب درست این نوع دوربین میتواند باعث افزایش کیفیت تولید، کاهش خطا و افزایش بهرهوری خطوط تولید شود.
سؤالات متداول
دوربین صنعتی تحت شبکه برخلاف دوربین مداربسته معمولی، دارای سنسور با دقت صنعتی (CMOS/CCD با نرخ فریم تا ۹۰۰ فریم بر ثانیه و Global Shutter)، بدنه مقاوم با استاندارد IP66/67 (ضد گردوغبار، رطوبت، لرزش و دمای ۴۰- تا ۷۰+ درجه)، پردازش هوشمند Edge AI (تشخیص عیب، OCR، شمارش قطعات) و اتصال پایدار شبکه (PoE، 1Gb/10Gb) است. دوربینهای معمولی فاقد این قابلیتها برای محیطهای صنعتی و اتوماسیون هستند.
برای انتخاب بهترین گزینه باید به نوع سنسور (CCD برای دقت بالا در آزمایشگاه، CMOS برای سرعت در خطوط تولید)، رزولوشن و نرخ فریم بالا (متناسب با سرعت خط)، لنز صنعتی C-Mount (با زاویه دید و عمق میدان مناسب)، استاندارد حفاظتی IP66 یا بالاتر، پشتیبانی از PoE برای تغذیه از طریق کابل شبکه، و قابلیتهای AI مانند تشخیص اشیا و تحلیل الگو توجه کرد.
این دوربینها در کنترل کیفیت (QC) برای تشخیص خطوخش، نقص رنگ، بدشکلی و اندازهگیری دقیق ابعاد؛ در رباتیک و اتوماسیون برای تعیین موقعیت شیء و راهنمایی بازوی ربات؛ در نظارت صنعتی بر خطوط تولید و انبارها؛ و در سیستمهای هوشمند مانند OCR، شمارش قطعات و ردیابی حرکت کاربرد دارند. هدف اصلی کاهش خطای انسانی و افزایش بهرهوری است.
بله، به شرطی که دوربین دارای استاندارد حفاظتی IP66 یا IP67 (ضد گردوغبار و رطوبت)، مقاومت دمایی ۴۰- تا ۷۰+ درجه سانتیگراد، لرزشپذیری بالا و بدنه مقاوم صنعتی باشد. این ویژگیها دوربین را برای محیطهای پر گردوغبار، دارای رطوبت، دمای بالا و لرزش مانند معادن، پتروشیمی، صنایع فولاد و سیمان مناسب میسازد.
اثر لرزش بر فوکوس و لنز، تغییر دما بر انبساط مکانیکی و جابجایی صفحه سنسور، گردوغبار بر کنتراست تصویر و رطوبت بر مهگرفتگی لنز است. راهکارهایی مانند استفاده از محفظههای تثبیتشده حرارتی، جبران نرمافزاری و لنزهای ضد بخار در این سوال مطرح میشود.


{kind=link}
{kind=link}
{kind=link}